Plăcile medii și groase sunt utilizate pe scară largă în diverse domenii ca piese de stres, cum ar fi buldozere, excavatoare, încărcătoare, vagoane de pasageri și alte mașini de construcții și locomotive. Plăcile medii și grele se referă de obicei la plăci metalice cu o grosime între 4,5 și 25 mm. Metodele de formare a plăcilor medii și grele includ în principal: formare prin îndoire cu frână, formare cu mașină de rulare și formare cu presă. Îndoirea (plierea) este o metodă de formare a liniei de produse pe scară largă și abundentă pentru plăcile medii și groase.
Dificultățile de îndoire a plăcilor sunt piesele lungi, presiunea ridicată, formarea dificilă, eficiența scăzută și precizia dificil de controlat. Rezultatul final al îndoirii este o reflectare cuprinzătoare a parametrilor materialului, a parametrilor procesului și a parametrilor matriței. Proiectarea rezonabilă a acestor parametri este cheia pentru îmbunătățirea performanței de îndoire a plăcilor medii și groase.

Tonajul de presă frână (mașină de îndoit presa de frână)
Prima problemă cu care se confruntă îndoirea plăcilor medii și groase este selectarea tonajului mașinii de îndoit presa frână și dacă capacitatea portantă a dispozitivului de fixare și a matriței îndeplinește cerințele.
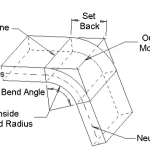
Forța F este aplicată de mașina de îndoit presa frână pentru a conduce mișcarea reciprocă între matrițele superioare și inferioare, îndoind astfel placa. Pentru îndoirea plăcilor de oțel carbon la 90°, WILA oferă valoarea empirică a sarcinii de tensiune a plăcii, așa cum se arată în Tabelul 1. Când grosimea oțelului carbon este de 20 mm, poate fi selectată matrița inferioară cu V=160 mm. În acest moment, sarcina de forță a mașinii de îndoit este de 150 t/m.
F=forța pe unitatea de lungime (t/m);
S= grosimea materialului (mm);
ri= raza de îndoire a colțului interior (mm);
V= dimensiunea inferioară a deschiderii matriței (mm);
B= cea mai scurtă margine a flanșei (mm) );
aluminiu: F×50%;
aliaj de aluminiu: F×100%;
oțel inoxidabil: F×150%;
ștanțare și îndoire: F×(3~5)

Clemă hidraulică grea
Metodele de susținere ale clemelor hidraulice superioare de rezistență grea WILA includ sarcina superioară și sarcina pe umăr, iar sarcina maximă este de 250 t/m, respectiv 800 t/m. Suprafața care poartă forța a dispozitivului adoptă tehnologia de întărire cu călire profundă CNC. Duritatea Rockwell este de 56 ~ 60HRC, iar adâncimea de întărire este de până la 4 mm, care are duritate ridicată și rezistență puternică la uzură. Clema hidraulică folosește strângerea rapidă hidraulică, iar expansiunea furtunului hidraulic conduce mișcarea știftului de prindere, astfel încât matrița să fie așezată automat și linia de îndoire să fie centrată automat. Pentru o matriță de îndoire cu o lungime totală de 6 metri, este nevoie de doar aproximativ 5 secunde pentru ca strângerea hidraulică să fie complet, iar eficiența de utilizare cuprinzătoare este de 3 ~ 6 ori mai mare decât cea a sistemului de prindere manual obișnuit.

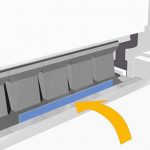
Banc de lucru pentru compensarea mașinilor grele
Pentru îndoirea plăcilor medii și groase, versiunea de nivel nou WILA a tabelului de compensare mecanică rezistentă nu numai că poate îndeplini cu ușurință cerințele de sarcină, ci și poate compensa deformarea și deformarea mașinii de îndoit. Bancul de lucru de compensare mecanică adoptă prindere hidraulică, precizia suprafeței poate ajunge la ± 0,01 mm, duritatea rockwell este de 56 ~ 60HRC, iar adâncimea de întărire este de până la 4 mm. Bancul de lucru pentru compensare mecanică adoptă interfața universală de instalare UPB a WILA, care este ușor de instalat și are o precizie mai mare. De asemenea, are propriile ajustări ale direcției Tx și Ty, care pot asigura că bancul de lucru și ecartamentul din spate rămân paralele în direcțiile față și spate și pot efectua corecția locală a deviației unghiulare.

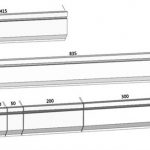
Matriță/unelte de îndoire grele
Datorită grosimii plăcii, matrița inferioară cu deschidere mai mare (V24~V300) și matrița cu capacitate portantă mai mare sunt în general alese pentru îndoirea plăcilor medii și groase. Dimensiunile totale ale matriței sunt în general mari, iar greutatea matriței a depășit capacitatea normală de manipulare a operatorului. Cu ajutorul rulmenților cu role, tehnologia brevetată WILA E2M (Easy to Move) permite operatorilor să mute matrițe grele de îndoit în mod convenabil, în siguranță și rapid, economisind foarte mult timpul de înlocuire a matriței și de reglare a mașinii.
Pot fi furnizate matrițe de îndoit cu diferite forme de cuțit și deschideri inferioare ale matriței care îndeplinesc nevoile clienților, cum ar fi cuțite drepte, cimitare cu gât de gâscă, matrițe pentru file și forme multi-V. Prin măcinarea precisă a pieselor cheie, precizia dimensională a matriței este de până la ± 0,01 mm. Prin prelucrarea tehnologiei CNC de călire și întărire profundă, duritatea matriței poate ajunge la 56 ~ 60HRC, iar adâncimea stratului întărit poate ajunge la 4 mm.

Pentru îndoirea plăcilor medii și groase cu grosimi diferite ale plăcilor, WILA oferă și matrițe Multi-V, care sunt disponibile în două forme: port V reglabil automat și port V reglabil manual, așa cum se arată în Figura 6. Prin intermediul motorului cu control numeric sau blocul de reglare, dimensiunea deschiderii V a matriței inferioare poate fi ajustată în mod arbitrar în funcție de caracteristicile plăcii, care este potrivită în special pentru îndoirea plăcilor medii și groase, cu rebound ridicat și rezistență ridicată. În același timp, matrița Multi-V vine cu role întărite cu un coeficient de frecare scăzut, care poate reduce foarte mult pliurile exterioare ale pieselor de îndoire și, în același timp, poate reduce îndoirea cu 10% ~ 30% în comparație cu mucegaiul inferior tradițional.

produse asemanatoare
 Cum să alegeți tonajul mașinii hidraulice de frână de presă
Cum să alegeți tonajul mașinii hidraulice de frână de presă- Utilizați abilitățile mașinii de îndoit CNC
- Principiul de lucru și compoziția mașinii de îndoit cu presă CNC
- Cum să alegeți matrița potrivită pentru mașina de îndoit presă frână
- Secvența convențională de îndoire și specificația de utilizare zilnică a matriței mașinii de îndoit
- De ce să adăugați un sistem de compensare la o mașină de îndoit presă frână
- Cum să calculați toleranța de îndoire pentru presă frână
- Mașină de îndoit pentru presă frână din China
- Din ce sunt făcute matrițele de presă frână? Ce este uneltele pentru presa frana?
- Avantajele și dezavantajele mașinii de presă frână