Poansonul / matrița de frână a presei este împărțit în matrițe superioare și inferioare, care sunt utilizate pentru ștanțarea tablelor de formare și separare a matrițelor. Matrița pentru formare are o cavitate, iar matrița pentru separare are o margine de tăiere. Poansonul/matricea mașinii de frână are o mare influență asupra preciziei piesei de prelucrat. În procesul de îndoire, matrița este tot ceea ce intră în contact cu piesa de prelucrat.
Matrițele de frână ale mașinii de îndoit/presa de frână sunt în formă de L, în formă de R, în formă de U, în formă de Z etc. matrița superioară este în principal de 90 de grade, 88 de grade, 45 de grade, 30 de grade, 20 de grade, unghi de 15 grade etc. Forma inferioară are o canelură dublă de 4 ~ 18V și o canelură simplă cu lățimi diferite ale canelurilor, precum și matriță inferioară R, matriță inferioară cu unghi acut, matriță de aplatizare etc.

Precizie ultra-înaltă
Este foarte important ca precizia matriței să afecteze foarte mult precizia piesei de prelucrat în timpul procesului de îndoire. Uzura matriței trebuie verificată înainte de utilizare. Metoda de inspecție este de a măsura lungimea de la capătul frontal al matriței superioare până la umăr și lungimea dintre umărul matriței inferioare. Pentru matrițele convenționale, abaterea pe metru ar trebui să fie de aproximativ ± 0,0083 mm, iar abaterea totală a lungimii nu trebuie să fie mai mare de ± 0,127 mm. În ceea ce privește matrița de șlefuire de precizie, precizia pe metru ar trebui să fie de ± 0,0033 mm, iar precizia totală nu trebuie să fie mai mare de ± 0,0508 mm. În general, se recomandă utilizarea matrițelor de șlefuit fin pentru mașinile de îndoit electro-hidraulice sau mașinile de îndoit cu arbore de torsiune și matrițe convenționale pentru mașinile de îndoit manual.
Secțiunea de scule a mașinii de frână cu presă CNC, după cum urmează:

Instalare fixă automată
Matrița superioară este instalată atunci când glisorul se ridică la punctul mort superior, iar sistemul de prindere a matriței poate menține mai multe matrițe pe loc până când se aplică presiunea de strângere.
Sistem hidraulic de prindere
Sistemul hidraulic de prindere este cea mai eficientă metodă de prindere. Atât mașinile noi, cât și cele vechi pot folosi acest sistem de prindere, economisind timp și costuri. Dacă suprafața portantă a vechii mașini de îndoit este deteriorată, sistemul hidraulic de prindere va fi cea mai bună alegere pentru a remedia deteriorarea, îmbunătățind în același timp eficiența prinderii și instalării.

Strângeți automat în loc
Când se aplică presiunea de prindere, matrița superioară este trasă în sus și strânsă automat în poziție. Acest lucru elimină necesitatea de a apăsa matrița superioară în partea de jos a matriței în timpul procesului de îndoire.
Alegerea pumnului/morții
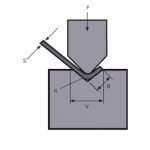
Mai întâi, determinați grosimea foii de îndoit. De exemplu, doriți să îndoiți plăci cu grosimea de la 0,75 mm la 6,30 mm. Apoi, înmulțiți grosimea celei mai subțiri foi cu 8 pentru a estima dimensiunea minimă necesară a matriței în V. În acest exemplu, o placă de 0,75 mm este matrița minimă necesară, deci 0,75×8=6. În al treilea rând, înmulțiți grosimea celei mai groase foi cu 8 pentru a estima dimensiunea maximă necesară a matriței în formă de V.
Principiul de 8 ori
Adică, deschiderea matriței în formă de V ar trebui să fie de 8 ori grosimea foii. Înmulțiți grosimea foii cu 8 pentru a selecta cea mai apropiată matriță. De exemplu, o placă cu grosimea de 1,5 mm necesită o matriță de 12 mm (1,5×8=12 mm). Dacă este o placă de 3,0 mm, este necesară o matriță de 24,0 mm. (3,0×8=24,0). Acest raport poate oferi cea mai bună alegere a unghiului, motiv pentru care mulți oameni îl numesc „cea mai bună alegere”. Cele mai multe diagrame de îndoire publicate sunt, de asemenea, centrate pe această formulă.
Reguli de selecție a modelului
Regula de selecție pentru îndoirea pieselor în formă de L este că nu există reguli, aproape orice matriță superioară poate fi folosită. Deci, atunci când alegeți matrițe superioare pentru un grup de piese de prelucrat, piesele de prelucrat în formă de L pot fi considerate ultimele, deoarece aproape orice matriță superioară le poate îndoi. La îndoirea acestor piese de prelucrat în formă de L, se recomandă utilizarea matrițelor superioare care pot îndoi și alte piese de prelucrat. Când cumpărați matrițe, cu cât mai puține, cu atât mai bine. Acest lucru nu este doar pentru a minimiza costurile matriței, ci și pentru a reduce numărul de forme de matriță necesare și pentru a reduce timpul de instalare.


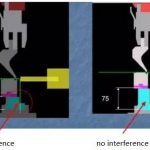
Când secțiunea superioară a piesei de prelucrat este mai lungă decât secțiunea inferioară, este necesară o matriță cu gât de găină. Când secțiunea superioară a piesei de prelucrat este mai scurtă decât secțiunea inferioară, orice matriță superioară este în regulă. Când secțiunea superioară și secțiunea inferioară a piesei de prelucrat au aceeași lungime, este necesară o matriță superioară cu unghi ascuțit. În rezumat, regula de selecție a matriței superioare depinde în principal de interferența piesei de prelucrat, care este locul în care software-ul de simulare a îndoirii poate juca un rol important. Dacă sistemul utilizat nu poate simula situația de îndoire, puteți utiliza desenul cu fundalul grilei pentru a verifica manual interferența piesei de prelucrat a matriței superioare, așa cum se arată în figura de mai jos.


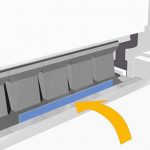
Fără matriță de indentare
Aproape toate matrițele tipice pentru mașini de îndoit în formă de V vor lăsa niște urme pe piesa de prelucrat, deoarece metalul este presat în matriță în timpul îndoirii. În cele mai multe cazuri, notele sunt mici sau acceptabile. Mărirea razei poate reduce semnele. Dar uneori chiar și cele mai mici semne sunt inacceptabile, cum ar fi plăcile vopsite sau lustruite înainte de a se îndoi. Inserțiile din nailon pot fi folosite pentru a elimina adânciturile, așa cum se arată în figura de mai jos. Îndoirea fără adâncituri este deosebit de importantă pentru aeronavele fabricate sau piesele aerospațiale, deoarece este dificil pentru inspectori să inspecteze o piesă cu ochiul liber și să distingă zgârieturile și fisurile.

produse asemanatoare
 Cum să alegeți tonajul mașinii hidraulice de frână de presă
Cum să alegeți tonajul mașinii hidraulice de frână de presă- Soluție eficientă WILA pentru îndoirea plăcilor medii și groase
- Utilizați abilitățile mașinii de îndoit CNC
- Secvența convențională de îndoire și specificația de utilizare zilnică a matriței mașinii de îndoit
- Calculul forței de îndoire în timpul îndoirii libere a mașinii de îndoit table
- Din ce sunt făcute matrițele de presă frână? Ce este uneltele pentru presa frana?
- Câte tipuri de presă frână hidraulică
- De ce să adăugați un sistem de compensare la o mașină de îndoit presă frână
- Ce este încoronarea presei frâne
- Cum să calculați toleranța de îndoire pentru presă frână