Secvență convențională de îndoire
1. Prima parte scurtă și prima parte lungă: în general, când toate cele patru laturi sunt îndoite, plierea mai întâi a părții scurte și apoi a părții lungi este benefică pentru prelucrarea piesei de prelucrat și pentru asamblarea matriței de îndoire.
2. Periferic mai întâi și apoi mijloc: în circumstanțe normale, de obicei începe de la periferia piesei de prelucrat și se pliază spre centrul piesei de prelucrat.
3. Mai întâi parțial, apoi întreg: dacă există unele structuri în interiorul sau în exteriorul piesei de prelucrat care sunt diferite de alte structuri de îndoire, în general, aceste structuri sunt îndoite mai întâi și apoi alte părți.
4. Luați în considerare situația de interferență și aranjați în mod rezonabil secvența de îndoire: secvența de îndoire nu este statică, iar secvența de procesare trebuie ajustată corespunzător în funcție de forma de îndoire sau de obstacolele de pe piesa de prelucrat.

Specificația de utilizare zilnică a matriței mașinii de îndoit
1. Porniți puterea mașinii de îndoit presă frână, rotiți cheia, apăsați pompa de ulei pentru a porni, pompa de ulei a mașinii de îndoit începe să se rotească și mașina nu a început încă să funcționeze.
2. Reglarea cursei necesită o funcționare de probă atunci când matrița mașinii de îndoit este pornită oficial. Când matrița superioară a mașinii de îndoit coboară în jos, trebuie să existe un spațiu de grosime a plăcii. În caz contrar, se va deteriora matrița și mașina. Reglarea cursei are, de asemenea, reglare electrică rapidă și reglare fină manuală.
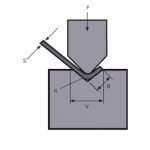
3. Pentru selectarea crestăturii matriței mașinii de îndoit, se selectează în general o crestătură de 8 ori lățimea grosimii plăcii. Dacă îndoiți o foaie de 4 mm, trebuie să alegeți un slot de aproximativ 32.

4. Verificați suprapunerea și fermitatea matrițelor superioare și inferioare ale mașinii de îndoit; verificați dacă dispozitivele de poziționare îndeplinesc cerințele pentru a fi prelucrate. Verificați frecvent suprapunerea matrițelor superioare și inferioare; dacă instrucțiunile manometrului respectă reglementările.
5. Când foaia este îndoită, aceasta trebuie compactată pentru a preveni ridicarea foii și rănirea operatorului în timpul îndoirii.
6. Sursa de alimentare trebuie întreruptă la reglarea matriței din tablă, iar funcționarea trebuie oprită.
7. La schimbarea deschiderii matriței inferioare a mașinii de îndoit variabil, niciun material nu are voie să intre în contact cu matrița inferioară.
8. Este interzisă utilizarea matrițelor de îndoit pentru a îndoi plăci de fier peste groase sau plăci de oțel întărit, oțeluri aliate de calitate superioară, oțeluri pătrate și table care depășesc performanța mașinii de îndoit table pentru a evita deteriorarea mașinii-unelte. .
9. Opriți mașina de îndoit și așezați blocuri de lemn pe formele inferioare sub cilindrii de pe ambele părți pentru a coborî placa de alunecare superioară pe blocurile de lemn. Ieșiți mai întâi din programul sistemului de control, apoi opriți sursa de alimentare.

produse asemanatoare
 Reguli de funcționare în siguranță a mașinii de presare cu putere hidraulică
Reguli de funcționare în siguranță a mașinii de presare cu putere hidraulică- Cum să alegeți matrița potrivită pentru mașina de îndoit presă frână
- Utilizați abilitățile mașinii de îndoit CNC
- Soluție eficientă WILA pentru îndoirea plăcilor medii și groase
- Cum să alegeți tonajul mașinii hidraulice de frână de presă
- Defecte comune și metoda de depanare pentru presa hidraulică cu patru coloane
- Repararea defecțiunilor comune ale mașinii de forfecare hidraulice și întreținerea sistemului de circuit de ulei
- De ce să adăugați un sistem de compensare la o mașină de îndoit presă frână
- Ce este încoronarea presei frâne
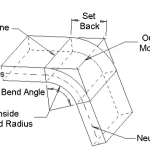
- Cum să calculați toleranța de îndoire pentru presă frână