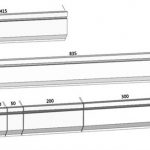
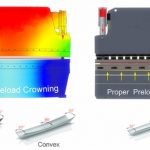
Mașina de îndoit CNC este un echipament important în prelucrarea tablei, iar precizia sa de lucru afectează în mod direct precizia de îndoire a piesei de prelucrat. În procesul de îndoire a piesei de prelucrat, mașina de frână este supusă celei mai mari forțe la ambele capete ale glisorului, iar forța de reacție în timpul îndoirii plăcii provoacă deformare concavă pe suprafața inferioară a glisorului. Deformarea părții mijlocii a glisorului este cea mai mare, iar unghiul final de îndoire al piesei de prelucrat Mărimea variază pe toată lungimea.
Banc de lucru-sarcina completa-deformare


Pentru a elimina efectele adverse cauzate de deformarea glisorului, este necesar să se compenseze deformarea de deformare a glisorului. Metodele obișnuite de compensare includ compensarea hidraulică și compensarea mecanică, ambele fac ca mijlocul mesei de lucru să producă deformare elastică în sus pentru a compensa Deformarea glisierei mașinii-unelte asigură precizia suprafeței îmbinării de prelucrare și îmbunătățește precizia piesei de prelucrat.


Diagrama de analiză a factorului de siguranță a mucegaiului

Două metode de compensare
1. Compensare hidraulică
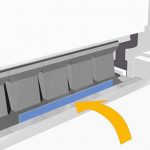
Mecanismul hidraulic de compensare automată a devierii a bancului de lucru este compus dintr-un grup de cilindri de ulei instalați în bancul de lucru inferior. Poziția și dimensiunea fiecărui cilindru de compensare sunt proiectate în funcție de curba de compensare a devierii a glisorului și a analizei cu elemente finite din bancul de lucru. Compensarea hidraulică este compensarea umflăturii versiunii neutre care se realizează prin deplasarea relativă dintre cele trei plăci verticale din față, mijloc și spate. Principiul este de a realiza umflarea prin deformarea elastică a plăcii de oțel în sine, astfel încât valoarea compensației să poată fi ajustată în intervalul elastic al mesei de lucru.

2. Compensare mecanică
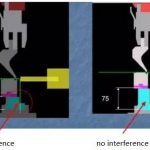
Compensarea mecanică este compusă dintr-un set de pene oblice proeminente cu suprafețe înclinate, iar fiecare pană proeminentă este proiectată în funcție de curba de deviere a glisorului și a mesei de lucru pe baza analizei cu elemente finite. Sistemul de control numeric calculează valoarea de compensare necesară în funcție de forța de încărcare atunci când piesa de prelucrat este îndoită (această forță va provoca deformarea glisorului și a plăcii verticale a mesei de lucru) și controlează automat mișcarea relativă a penelor convexe pentru a eficient compensați deformația de deformare produsă de blocul de alunecare și placa verticală a mesei de lucru poate obține piesa de îndoit ideală. Compensarea deformarii mecanice este realizata prin controlul pozitiei pentru a obtine "pre-bumping". Un set de pene formează o linie în direcția lungimii mesei de lucru. Curba cu aceeași deformare face ca spațiul dintre matrițele superioare și inferioare să fie consistent în timpul îndoirii, asigurând același unghi al piesei de îndoit în direcția lungimii.


produse asemanatoare
 Defecțiuni mecanice comune și întreținerea mașinilor de îndoit presă frână
Defecțiuni mecanice comune și întreținerea mașinilor de îndoit presă frână- Mașină de îndoit pentru presă frână din China
- 4 pași pentru a cunoaște sistemul E21 de îndoit table CNC
- Ce este încoronarea presei frâne
- Cum să alegeți tonajul mașinii hidraulice de frână de presă
- Din ce sunt făcute matrițele de presă frână? Ce este uneltele pentru presa frana?
- Cum se efectuează compensarea deformației pentru îndoit table CNC
- Utilizați abilitățile mașinii de îndoit CNC
- Câte tipuri de presă frână hidraulică
- Cum să alegi mașina de frână hidraulică CNC potrivită