Avantajul mașinii de frână de presă hidraulică CNC

1. Operare ușoară
Presa frana CNC este foarte usor de manevrat si este o masina care consuma mai putin munca. Prin urmare, operatorul poate manipula mai multe utilaje simultan. Aceste mașini pot fi operate pur și simplu prin atingerea, senzația și sunetul operatorului. În plus, sunt foarte ușor de utilizat și au un sistem de control foarte puternic.
2. Programare flexibilă
Programarea flexibilă a presei de frână CNC permite operatorului să controleze mașina în limba engleză simplă sau în orice altă limbă adecvată.

Diferitele tipuri de operații care pot fi efectuate sunt disponibile și ca opțiuni în meniu. Odată aleasă operațiunea necesară, pe ecran apare o altă listă de întrebări referitoare la timpii de ciclu, materialele, presiunile și alte elemente legate de procesul de producție. Și după ce operatorul introduce răspunsurile în mașină, valorile sunt afișate pe ecran pentru confirmare înainte de a începe sarcina aferentă.
3. Design modern
Presa frana CNC încorporează un design modern care permite operatorului să aranjeze cu ușurință secvența de îndoire. De asemenea, ajută operatorul să fabrice rapid produsul necesar. În plus, operatorul nu mai trebuie să estimeze cantitatea necesară de presiune pentru a crea un anumit grad de îndoire. Chiar și alți factori, cum ar fi lungimea flanșei, tipul de material, cantitatea de grosime și gradul de îndoire, pot fi introduși direct în unitatea de control CNC. Piesa care urmează să fie fabricată poate fi vizualizată și în versiunea finisată 2D sau 3D. Pe lângă aceasta, după ce prima parte este programată pe mașină sau printr-un PC offline, un operator mai puțin calificat poate produce cu ușurință și piesele ulterioare.

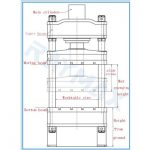
4. Există două cântare liniare instalate pe plăci „C” pe ambele părți.
Îl fixăm pe masa de lucru pentru a elimina efectul ionului de deviere în timpul lucrului. Scara liniară va inspecta ambele poziții finale ale ram (Y1, Y2) și va trimite semnal. După amplificarea de către amplificatorul CNC, semnalul va fi transmis înapoi la computer. Apoi computerul va controla volumul de ulei, care va intra în cilindri. Deci paralelismul berbecului și mesei de lucru ar putea fi controlat sub ± 0,01 mm.
5. Versatilitate: Îndoiți orice grosime și tip de material (în limitele fizice ale frânelor), inclusiv piese complexe cum ar fi șasiul/suporturile electronice.
6. Sistemul DELEM are funcții automate de testare și autodiagnosticare. De asemenea, Programarea include dimensiunile plăcii de îndoit, dimensiunile piesei de prelucrat și alegerea sculelor. Apoi sistemul CNC ar putea calcula automat forța de îndoire și poziția ecartamentului din spate și a berbecului. De asemenea, a putut fi calculat și releul de timp de penetrare și apăsare a berbecului. Supapa proporțională electro-hidraulică de calitate excelentă poate asigura sincronizarea ambilor cilindri, precum și o capacitate bună de a face față sarcinii excentrice.

7. Ecartamentul din spate adoptă șurub cu bile și ghidaj de rulare, astfel încât precizia de poziționare repetă a axei X ar putea ajunge la ± 0,1 mm. Mașina completă este cu protecție de siguranță și blocare pentru a proteja operatorul de răni.
8. Principalele părți culisante, cum ar fi cilindrii, tija pistonului, calea de ghidare, sunt toate cu tratament de rezistență la uzură.
9. Sistemul CNC va controla cursa mașinii de frână hidraulice CNC și ecartamentul din spate, toate cu o precizie bună.
Dezavantajul mașinii de presă hidraulică CNC
1. Manipularea materialelor: Dificultate în manipularea materialelor foilor mari
2. Scule: Sunt necesare scule de jos și de sus
3. Lungimea flanșei trebuie să se extindă peste matriță în timpul întregii operațiuni de îndoire, limitând dimensiunea flanșei
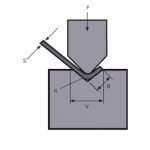
4. Elastic înapoi: La sfârșitul îndoirii, arcul înapoi are loc datorită recuperării deformării elastice, așa cum se arată în Figura 1. Fenomenul de rebound afectează în mod direct precizia dimensională a piesei de prelucrat și trebuie controlat. Măsurile de proces luate în acest sens sunt: ① Metoda de compensare a unghiului. În cazul în care unghiul de îndoire a piesei de prelucrat de 90 °, mașina de îndoit sub fanta (în formă de V) unghiul de deschidere poate fi selectat 78 °.

figura 1
Timpul de presurizare este mărit prin metoda de corecție. Efectuați corecția presiunii la sfârșitul îndoirii pentru a extinde timpul de contact al matriței superioare, al piesei de prelucrat și al canelurii inferioare a mașinii de îndoit pentru a crește gradul de deformare plastică la fileul canelurii inferioare, astfel încât tendința de rebound a fibrelor în zona de tensiune și compresie este opus unul altuia, reducând astfel bomba de retur.
produse asemanatoare
 Principiul de lucru și compoziția mașinii de îndoit cu presă CNC
Principiul de lucru și compoziția mașinii de îndoit cu presă CNC- Soluție eficientă WILA pentru îndoirea plăcilor medii și groase
- Cum să alegeți tonajul mașinii hidraulice de frână de presă
- Top 10 producători de presă electrică din China
- Cum să alegi mașina de frână hidraulică CNC potrivită
- 4 pași pentru a cunoaște sistemul E21 de îndoit table CNC
- Ce este încoronarea presei frâne
- Cum să utilizați mașina de tuns cu ghilotină
- Întreținerea mașinii de presare hidraulice
- Reguli de funcționare în siguranță a mașinii de presare cu putere hidraulică