1. Principii structurale diferite
Principiile de proiectare ale celor două modele sunt diferite, rezultând structuri diferite pentru asigurarea sincronizării pe ambele părți ale glisorului de îndoire. Mașina de îndoit cu axa de torsiune folosește o axă de torsiune pentru a conecta tijele de balansare din stânga și din dreapta pentru a forma o axă de torsiune, forțând un mecanism de sincronizare să se miște în sus și în jos pe cilindri pe ambele părți, astfel încât mașina de îndoit cu sincronizare a axei de torsiune este o metodă de sincronizare forțată mecanic , iar paralelismul cursorului nu poate fi verificat automat medierea automată.
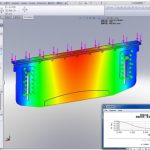
Mașina de îndoit sincron electro-hidraulic trebuie să instaleze o scară magnetică (optică) pe glisor și placa de perete. Sistemul de control numeric poate analiza în orice moment sincronizarea ambelor părți ale glisorului prin informațiile de feedback ale scalei magnetice (optice). Dacă există o eroare, sistemul de control numeric se va regla prin servovalvele electro-hidraulice proporționale pentru a sincroniza cursa pe ambele părți ale glisorului. Sistemul de control numeric, grupul de supape de control hidraulic și scara magnetică constituie controlul în buclă închisă cu feedback al mașinii de îndoit sincron electro-hidraulic.

2. Precizie
Paralelismul glisorului determină unghiul piesei de prelucrat. Mașina de îndoit sincron cu axa de torsiune menține mecanic sincronizarea glisorului, fără feedback de eroare în timp real, iar mașina în sine nu poate face ajustări automate. În plus, capacitatea sa de încărcare parțială este slabă (mașina de îndoit sincron cu axa de torsiune folosește axa de torsiune pentru a forța mecanismul de sincronizare să miște cilindrii pe ambele părți în sus și în jos. Dacă sarcina parțială pe termen lung va determina deformarea axei de torsiune .), mașina de îndoit sincron electro-hidraulic este un sistem prin electric proporțional. Grupul de supape de lichid controlează sincronizarea glisorului, iar scala magnetică (optică) oferă feedback în timp real asupra erorilor. Dacă există o eroare, sistemul se va regla prin supapa proporțională pentru a menține sincronizarea glisorului.
3. Viteza
Există două puncte în activitatea mașinii care determină viteza de funcționare a acesteia: (1) viteza glisorului, (2) viteza ecartamentului din spate, (3) treapta de îndoire.
Mașina de îndoit sincron cu axa de torsiune folosește un cilindru 6:1 sau 8:1, care este lent, în timp ce mașina de îndoit sincron electro-hidraulic folosește un cilindru 13:1 sau 15:1, care este rapid. Prin urmare, viteza rapidă de scădere și viteza de întoarcere a mașinii de îndoit sincron electro-hidraulic sunt mult mai mari decât a mașinii de îndoit sincron cu torsiune.
Când glisorul mașinii de îndoit sincron cu axa de torsiune se mișcă în jos, deși viteza are funcțiile de scădere rapidă și încetinire, vitezele rapide de coborâre și retur sunt de numai 80 mm/s, iar comutarea rapidă și lentă nu este lină. Viteza de rulare a ecartamentului din spate este de numai 100 mm/s.
Dacă piesa de prelucrat trebuie să fie îndoită în mai mulți pași, fiecare proces al mașinii de îndoit sincron cu axa de torsiune trebuie setat separat, iar procesul de prelucrare este foarte greoi. Cu toate acestea, mașina sincronă electro-hidraulică poate seta și salva procesul fiecărui pas prin computer și poate fi operat continuu, ceea ce îmbunătățește foarte mult viteza pasului de îndoire și îmbunătățește eficiența muncii.
Când glisorul mașinii de îndoit sincron electro-hidraulic coboară, viteza are funcțiile de scădere rapidă și încetinire. Viteza rapidă de coborâre și întoarcere poate ajunge la 200 mm/s, iar conversia rapidă și lentă este lină, ceea ce poate îmbunătăți foarte mult eficiența producției. În același timp, viteza de rulare a ecartamentului din spate ajunge la 300 mm/s.
4. Forță
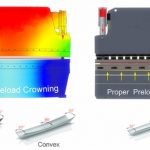
Datorită designului propriu, mașina de îndoit sincron cu torsiune nu se poate îndoi sub sarcină excentrică. Dacă este îndoit sub sarcină excentrică pentru o perioadă lungă de timp, va cauza deformarea arborelui de torsiune. Mașina de îndoit CNC sincron electro-hidraulic nu are o astfel de problemă. Axele Y1 și Y2 de pe partea stângă și dreaptă funcționează independent, astfel încât poate fi îndoit sub sarcină parțială. Eficiența de lucru a unei mașini de îndoit sincron electro-hidraulic poate fi echivalentă cu două până la trei mașini de îndoit sincron cu axe de torsiune.
produse asemanatoare
 Principiul de lucru și compoziția mașinii de îndoit cu presă CNC
Principiul de lucru și compoziția mașinii de îndoit cu presă CNC- De ce să adăugați un sistem de compensare la o mașină de îndoit presă frână
- Compararea și selectarea sistemelor CNC de presă frână
- 4 pași pentru a cunoaște sistemul E21 de îndoit table CNC
- Cum se efectuează compensarea deformației pentru îndoit table CNC
- Cea mai vândută presă hidraulică cu presiune hidraulică pentru atelier Presă hidraulică tonă hidraulică
- Presa frana China de 40 de tone
- Reguli de funcționare în siguranță a mașinii de presare cu putere hidraulică
- Soluție eficientă WILA pentru îndoirea plăcilor medii și groase
- Defecțiuni mecanice comune și întreținerea mașinilor de îndoit presă frână