Mașinile de forfecare sunt adesea folosite în industria de prelucrare a tablei. Acțiunea de forfecare aparent simplă conține de fapt multe trucuri, de la pașii de ajustare a spațiului lamei până la tehnicile de reglare pentru diferite materiale și chiar și selecția lamelor. În ceea ce privește calitatea tăierii, următoarele vor introduce conținutul relevant al ajustării distanței lamei de forfecare în detaliu din multe aspecte.
Roata manuală de reglare a distanței lamei: (mașină de forfecare cu fascicul pivotant hidraulic)

Reglarea electrică a jocului pentru marginea lamei (mașină de forfecare ghilotină hidraulică)

Jocul lamei diferitelor foarfece
Mașina de forfecare cu grinzi oscilante este echipată cu un mecanism de reglare rapidă a distanței lamei, care poate regla distanța lamei care este bună pentru tăiere în funcție de diferite grosimi și materiale ale plăcii și este echipată cu un tabel precis de parametri pentru selecția de referință și obține o tăiere satisfăcătoare calitate prin decalaj rezonabil al lamei. Pe măsură ce stâlpul sculei se rotește, unghiul de forfecare și spațiul de forfecare ale foarfecelor cu grinda oscilantă se vor modifica.
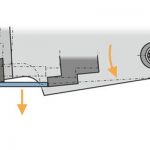
Adoptă role în trei puncte de ghidare, prin forța către rola frontală de către arcul papilionaceous, grinda de tăiere ține strâns legătura cu cele două role din spate. La tăiere, sistemul va regla electric decalajul marginii cuțitului în funcție de nevoile diferitelor foi pentru a obține o calitate mai bună a tăierii.

Diferența în reglarea distanței lamei
Mașina de forfecare cu fascicul pivotant are funcția de a regla manual spațiul lamei, doar rotiți mânerul. Foarfecele de ghilotină au funcția de a regla electric spațiul lamei, care poate fi reglat mai convenabil și mai precis prin intermediul sistemului, ceea ce este benefic pentru a obține o calitate mai bună a forfecării.

| Etape de reglare a distanței lamei |
| 1. Scoateți lama inferioară și curățați-o bucată cu bucată |
| 2. Lama poate fi folosită pe toate cele patru laturi, iar partea selectată este bine instalată. Și verificați dreptatea lamei în direcțiile orizontale și verticale. |
| 3. Lama superioară este fixă și nu poate fi reglată. Reglam distanța lamei de forfecare ajustând lama inferioară. |
| 4. Găsiți șuruburile din stânga și din dreapta ale lamei inferioare pentru a crește jocul, în general pe partea exterioară. |
| 5. Găsiți cele două șuruburi de fixare din stânga și din dreapta lamei inferioare care împing lama inferioară pentru a reduce decalajul. Există piulițe de rezervă blocate pe ele. În general, în interior. |
| 6. Slăbiți cele patru șuruburi din stânga și din dreapta ale mesei inferioare pentru lame |
| 7. Lama superioară este coborâtă în poziția corectă prin răsucire manuală, iar operatorul merge la zona de golire a mașinii de forfecare pentru a începe reglarea |
| 8. Folosiți un calibrator pentru a regla aproximativ la 0,5 mm de partea neocupată a lamelor superioare și inferioare ale mâinii stângi |
| 9. Rotirea manuală face ca lama să se miște în poziția de mijloc și să se ajusteze aproximativ la 0,5 mm. |
| 10. Întoarcerea manuală face ca lama să se miște în sus în poziția corectă, unde cuțitele superioare și inferioare nu sunt decuplate. Poziția de mijloc este reglată aproximativ la 0,5 mm. |
| 11. Rotiți manual lama superioară în poziția corectă și începeți reglarea fină. |
| 12. Folosiți ecartamentul pentru a regla fin poziția în care lamele superioare și inferioare ale mâinii stângi nu mușcă până când cele trei fire ale senzorului pot intra în cele cinci fire. |
| 13. Rotiți manual lama în poziția de mijloc și începeți reglarea fină până când ecartamentul poate intra trei fire și cinci fire nu pot intra. |
| 14. Rotiți manual lama în sus până la poziția în care cuțitele superioare și inferioare nu sunt decuplate pe partea dreaptă și începeți reglarea fină până când ecartamentul poate intra trei fire și cinci fire nu pot intra. |
| 15. Când muchia de tăiere a mașinii de forfecare este ascuțită, dacă există bavuri pe marginea foii tăiate, spațiul dintre lamele superioare și inferioare poate fi redus în mod corespunzător. |
Probleme comune și abilități de ajustare a cuțitelor
Cele mai frecvent întâlnite plăci metalice sunt:
1. Plăci groase peste 13 mm.
2. Placă subțire de 0,2~4 mm.
3. Scândura de flori.
4. Placă de înaltă tensiune (utilizată de obicei în tabla de automobile).
5. Placă de titan
Cea mai frecventă problemă a lamei este ciobirea sau adâncirea sculei. Ca răspuns la aceste probleme, trebuie mai întâi să stabilim distanța dintre lamele superioare și inferioare.
Abilitățile de ajustare ale lamelor
Când reglați lama, ar trebui să setați distanța de la aproximativ 2 ~ 3 mm mai gros decât grosimea plăcii. Adică, atunci când doriți să tăiați o placă de 5 mm grosime, ar trebui să începeți reglarea de la 7 mm sau 8 mm și să o reglați încet în jos, când o decupați. Suprafața de tăiere a plăcii arată 1/3 suprafață strălucitoare și 2/ 3 suprafață mată, care realizează cel mai bun efect de tăiere. Detaliile sunt următoarele:


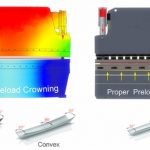
Setarea decalajului la tăierea plăcii de model este dificilă și trebuie ajustată de la cea mai groasă grosime calculată din punctul cel mai convex al plăcii de model, în loc să se utilizeze direct grosimea plăcii. De asemenea, tăierea părții convexe a modelului cu fața în jos poate prelungi durata de viață a sculei.
În plus, trebuie luat în considerare materialul plăcii, mai ales la tăierea oțelului inoxidabil. Instrumentul de tăiere trebuie să fie ascuțit, rezistent la uzură și dur. Prin urmare, lama mașinii de forfecare hidraulice ar trebui să fie discutată. Pe lângă unghiul tăieturii cuțitului și alte design-ul aspectului și precizia producției, materialul selectat este un factor cheie care afectează calitatea instrumentului.
produse asemanatoare
 Diferența dintre mașina de tuns cu ghilotină și mașina de tuns cu grindă
Diferența dintre mașina de tuns cu ghilotină și mașina de tuns cu grindă- Operarea și întreținerea frânei CNC din tablă
- Cum să utilizați mașina de tuns cu ghilotină
- Introducerea mașinii de stantare și forfecare combinate
- QC12 Mașină hidraulică de tăiat tablă de forfecare cu ghilotină
- Repararea defecțiunilor comune ale mașinii de forfecare hidraulice și întreținerea sistemului de circuit de ulei
- Defecte comune și metoda de depanare pentru presa hidraulică cu patru coloane
- Ghilotină hidraulică Placă din tablă Metal Mașină de forfecat din oțel inoxidabil
- Cum se efectuează compensarea deformației pentru îndoit table CNC
- QC11Y Mașină de forfecare cu ghilotină hidraulică